PUMPING SET DESCRIPTION
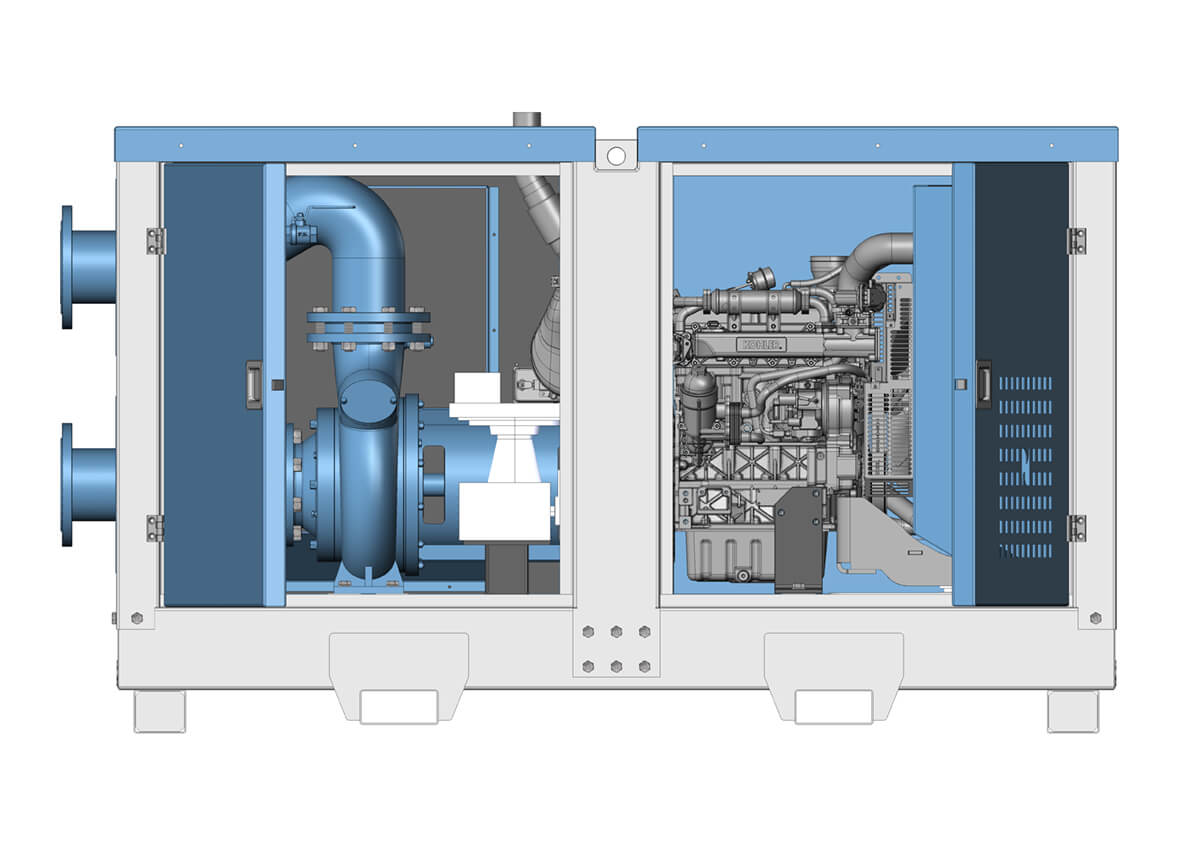
The mobile PRAKTIKPUMP SPIRAM PCSW pumping set consists of a high-efficiency pump unit driven by a diesel engine from a renowned world manufacturer (Kohler, Deutz, Volvo, Perkins), a priming system and a supporting structure. According to the customer's requirements, this unit can be mounted either on an approved trailer or in a portable container, or it can be soundproofed.
APPLICATION
Flood control pumping sets are intended for flood protection. Their construction is designed for use in demanding conditions, for pumping large amounts of water. Thanks to their mobility and efficiency, they are a flexible solution even in the most remote places. They are used by fire rescue brigades, municipalities, etc..
The pumping set is equipped with a high-capacity SPIRAM pump, which is primarily designed to transport dirty water, sludge, solids and fibrous materials contained in the water. The pump does not clog up or choke as a result of impeller helical geometry and inclination angle of the blade leading edge. It is therefore very reliable and easy to maintain.
The impeller blade is formed by helical surface which rises along the conical shell. Different versions of blade geometry and helical surfaces allow SPIRAM pumps to function in a wide range of high-speed hydrodynamic machines. An impeller of this type makes it possible to achieve speed rates similar to diagonal pumps.
Thanks to the single-blade design, the pump impeller has large flow passage, which you will appreciate either when handling sludge or liquids with a high content of solids.
HIGH EFFICIENCY – MINIMUM OPERATING COSTS
The SPIRAM pump has extremely high efficiency (above 91%) while maintaining maximum passage of solids (up to 300 mm). These key features minimize the likelihood of the pump clogging, so ensuring reliable operation of the unit at minimum operating costs.
UNBEATABLE DURABILITY
All components of the pump unit are made of highly resistant alloys and precious metals. Moreover, the production of these components from die-casting through machining operations up to the assembly of the unit is carried out in Slovakia. This method of quality control "under one roof" guarantees the achievement of the highest accuracy necessary for long-term operation.
ADVANTAGES OF USING A SPIRAM PUMP
EVACUATION SYSTEM
Priming of the pump is facilitated by a vacuum system consisting of a diaphragm vacuum pump driven by a belt transmission, a set of vacuum hoses and a priming member, which automatically terminates the process of evacuation of the pipeline once the working volume is primed. Alternatively, a nozzle can be used.
DRIVE
The power unit is a 4-stroke supercharged diesel engine including accessories (Power-Pack) with an output of 15 - 560 kW at 1450 RPM. The engine complies with the Stage V emission standard according to the Regulation 2016/1628 of the European Parliament. Engines that have been on sale since 2019 with outputs from 19 to 560 kW and meeting lower standards must not be used to drive mobile pumps, non-road construction and agricultural machineries. The motor is equipped with a control panel and a 12V electric starter. The fuel tank is located either in the base frame or it is a separate tank of sufficient volume to ensure continuous operation of the unit for a period of at least 12 hours. The motor is firmly connected to the pump by means of a special bearing bracket and a high-quality flexible coupling which transmits no vibrations.
LOAD-BEARING STRUCTURE
A base frame made of solid iron profiles which are either hot-dip galvanized or surface treated with durable polyurethane paints is used as the load-bearing structure. The entire structure is fixed to an approved trailer. The trailer surface is hot-dip galvanized to prevent corrosion and prolong its lifetime.
PIPE REDUCER
Both the suction and the discharge lines of the pump unit can have a pipe fitting that reduces the nominal bore from a bigger inner diameter to a smaller inner diameter in order to simplify work under difficult conditions. Pipe sizes and lengths are adapted for operators to work in compliance with legislation applicable in Slovakia (e.g. weight considerations). Unified quick couplings are used to connect pipes.
TRAILER
Pump unit can be mounted with its frame on an approved trailer. The trailer complies with all road traffic regulations. The trailer is equipped with a height-adjustable tow bar, which allows it to be easily and quickly connected to different vehicles.
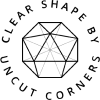
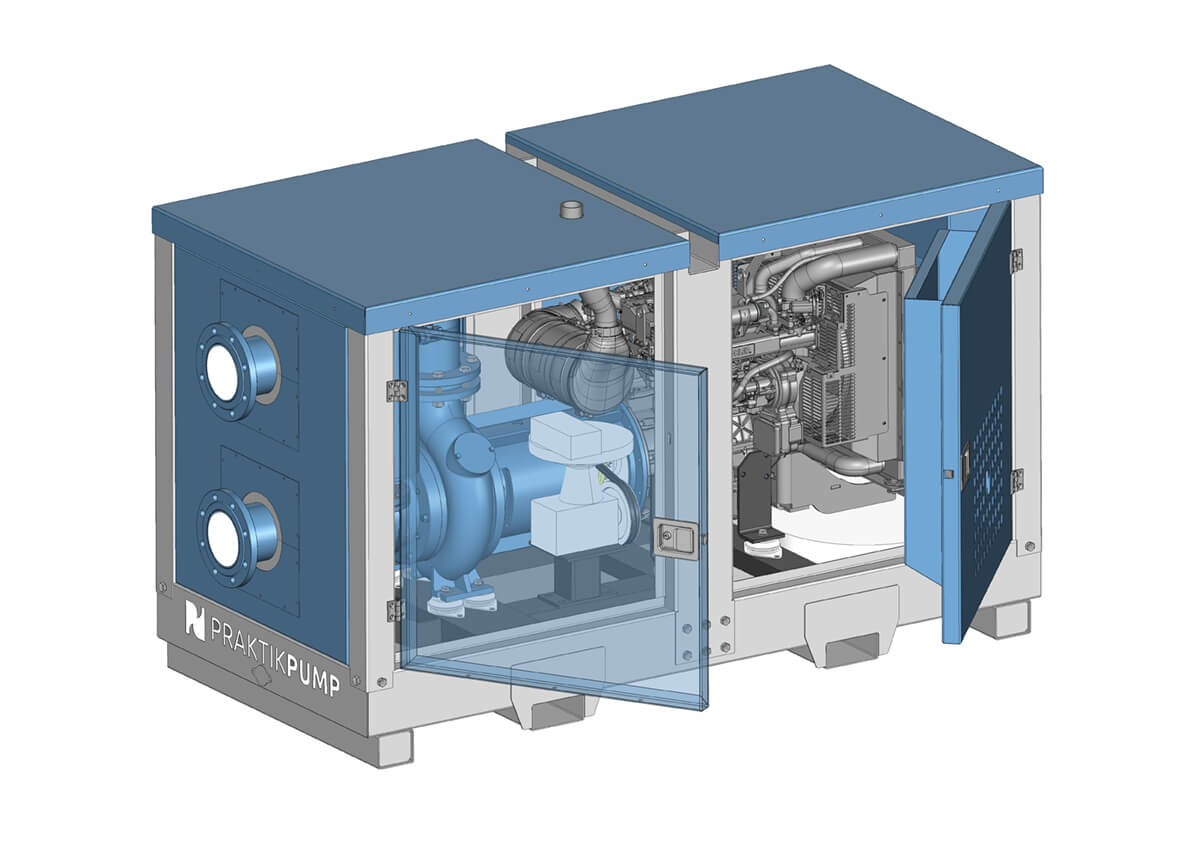
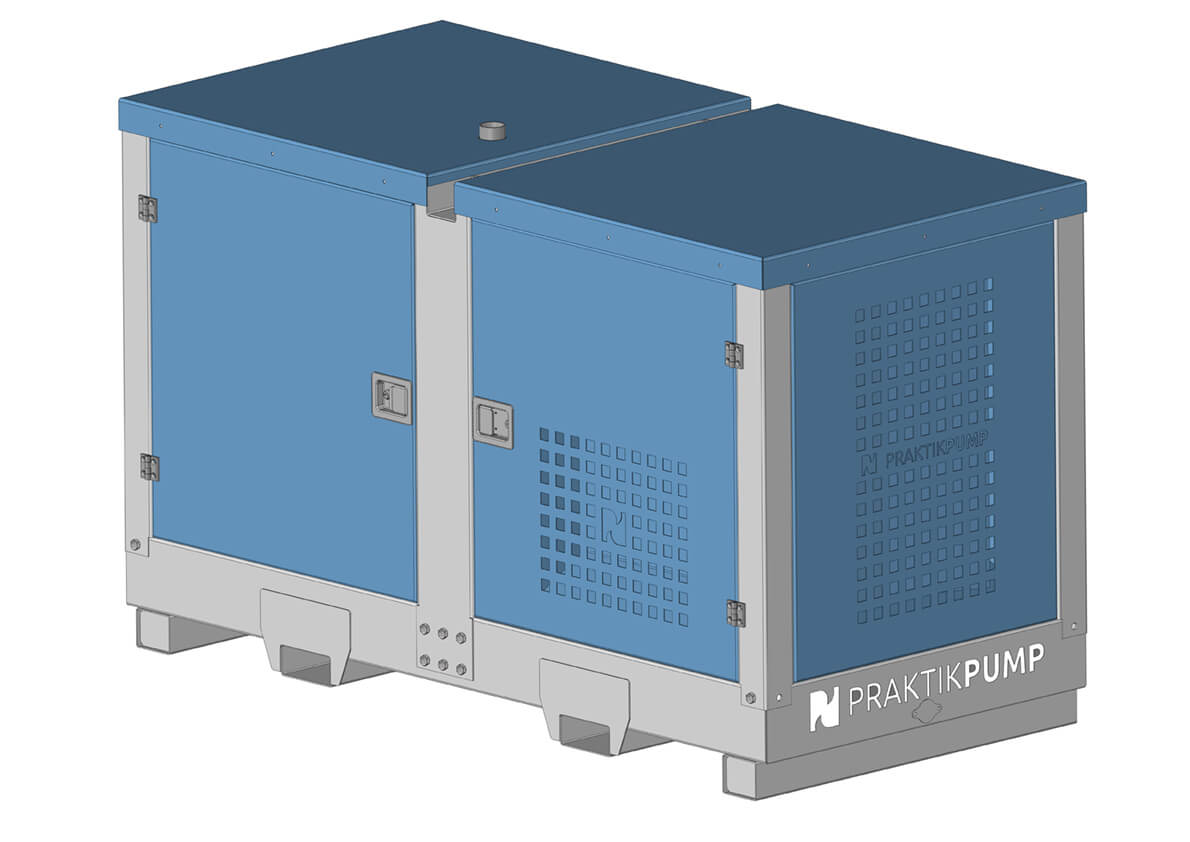
HOUSING
Pump unit can be equipped with the housing - a rigid structure to cover the engine, including engine sound proofing to meet the required standards.
TECHNICAL SUMMARY
MOBILE PUMPING SET INCLUDING DIESEL-POWERED DRIVE UNIT
TYPE: PRAKTIKPUMP SPIRAM PCSW
HYDRAULIC PARAMETERS:
Maximum capacity – 3000 L/s
Maximum head pressure – 90 m
Maximum efficiency – above 91 %
Maximum size of solids – 300 mm
CONSTRUCTION MATERIALS:
Pump unit – GG25/GG40/AISI304/AISI316/Dural
Load-bearing structure – galvanized steel profiles
SEALING ELEMENTS:
Single mechanical seal SiC/SiC/NBR/SS ; special seal for dry running or on request
NBR elastomers
FLANGE CONNECTION SIZES (Suction/Discharge):
Up to : DN 700 / DN 700
SELF-PRIMING SYSTEM:
Membrane vacuum pump PP SPS100, maximum suction lift of 8,5 m / Priming nozzle
DRIVE:
11-560kW Supercharged diesel engineer, 4-stroke, electric stating, control panel.
Engine meets the Stage V emission standard according to the Regulation 2016/1628 of the European Parliament. Engines that have been on sale since 2019 with outputs from 19 to 560 kW and meeting lower standards must not be used to drive mobile pumps, non-road construction and agricultural machineries.
TRAILER:
Single axle braked trailer- approved
Trailer floor made of aluminum sheet
High-adjustable tow bar including tow ball and a towing eye
STANDARD ACCESSORIES:
12V accumulator
NOTES:
Operation and maintenance manual and FAT test including test report of measured pump parameters included in the price.
OPTIONAL ACCESSORIES:
Suction hoses
Discharge hoses
Enlarged fuel tank for 12 hours of continuous operation
Pump set lighting to min. distance with height-adjustable LED lamps with the possibility of adjustment in 3 dimensions.
Storage basket for basic equipment
Lockable storage box
OPTION 1
Approved single-axle braked trailer including vehicle number plate
Trailer floor made of aluminum sheet
High-adjustable tow bar including tow ball and a towing eye
Trailer registration certificate issued by the Driver and Vehicle Licencing Authority
The trailer allows transport on 1st to 3rd class roads at a maximum speed of 90 km/h according to the Act of the National Council of the Slovak Republic no. 315/1996 Coll. on Traffic on Land Roads and MDPaT Decree no. 116/1997 Coll. on Conditions of Vehicle Operation in the Road Traffic.
option 2
Housing
Rigid structure to cover the engine, including engine sound proofing.
TAILORED DEVELOPMENT AND MANUFACTURE
Do you need this product to be modified to suit other features? Thanks to its own research and development, PRAKTIKPUMP can flexibly manufacture pumping system according to specific customer requirements. Final products will be tailored to specific needs and could not be found on the market. Do not hesitate to contact us with your inquiry.


Copyright © 2020 Privacy General terms and conditions
Copyright © 2020
Privacy
General terms and conditions